Das Netz an Staubsensoren hilft dabei, den Schichtmittelwert von 2 mg/m^3 Holzstaub in der Luft einzuhalten, indem die Sensoren die örtlichen Feinstaubbelastungen in der Versuchshalle ermitteln und die Ergebnisse direkt auswerten. Durch eine kontinuierliche Feinstaubmessung innerhalb der Versuchshalle können somit staubintensive Arbeitsschritte oder vor allem Veränderungen bei den Staubemissionen innerhalb von Bearbeitungsprozessen überwacht und detektiert werden.
Staubbelastete Bereiche anzeigen
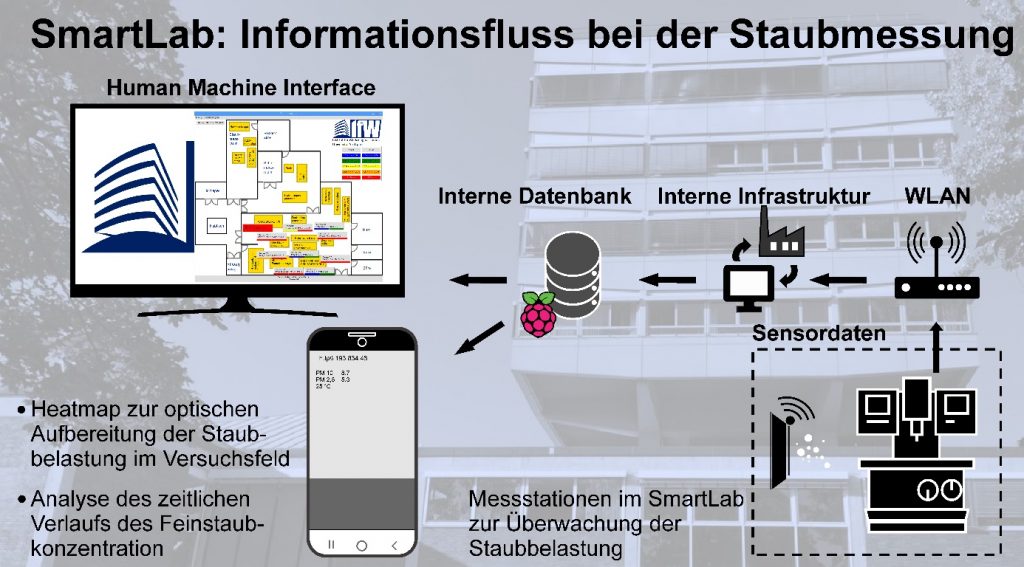
Die Heatmap, die die Messwerte optisch aufbereitet, zeigt den Beschäftigten am Institut die besonders staubbelasteten Bereiche im Versuchsfeld auf. Bei Überschreitung von Leitwerten werden Maßnahmen von den Mitarbeiterinnen und Mitarbeitern zur Senkung der Staublast eingeleitet.
Die bislang erschienenen Artikel 1 (HOB 11+12/2020) und Artikel 2 (HOB 3/2021) thematisieren die Datenerfassung und -verarbeitung im SmartLab der Abteilungen für Holz- und Verbundwerkstoffbearbeitung am IfW. Mithilfe einer Datenerfassungseinheit der Schneider Electric SE werden die relevanten Sensor- und Maschinendaten gesammelt und verarbeitet. Die Technologieplattform der Fa. tapio GmbH visualisiert die relevanten Informationen auf den mobilen Endgeräten (Smartphones, Tablets, Smartwatches, etc.) der Mitarbeiterinnen und Mitarbeiter am Institut, sodass eine konstante Überwachung der Prozesse möglich wird. Über Push-Benachrichtigungen, die an die Endgeräte der Empfängerinnen und Empfänger gesendet werden, können diese direkt in den Informationsfluss der Versuchsdurchführung oder einer Produktion miteinbezogen werden. Dadurch kann unmittelbar auf Ereignisse reagiert werden, beispielsweise, wenn ein Bearbeitungsprozess abgeschlossen ist und weitere Schritte wie z.B. ein Werkzeug- und Werkstückwechsel eingeleitet werden müssen.
Luftqualität zum Gesundheitsschutz ermitteln
Im Versuchsfeld für die Holz- und Verbundwerkstoffbearbeitung am IfW werden die aktuellen Feinstaubwerte über ein Netz aus Staubsensoren ermittelt, in Echtzeit aufbereitet und ausgegeben. Die kontinuierliche Analyse der Sensordaten ermöglicht die Identifizierung von staubbelasteten Bereichen innerhalb des Versuchsfelds des Instituts, die durch sehr staubintensive Bearbeitungsverfahren/-schritte örtlich verursacht werden können. Ziel dabei ist die Einhaltung von 2 mg Holzstaub pro m^3 Umgebungsluft im Schichtmittelwert, da dieser Wert nach TRGS 553 als Obergrenze einzuhalten ist. Alle Bereiche in der Fertigung, die unterhalb dieser Konzentration liegen, gelten somit als staubgemindert bzw. als nicht staubbelastet. Bei Bereichen oder Tätigkeiten, die diesen Wert nicht einhalten, müssen Schutzmaßnahmen zur Reduzierung des Holzstaubs in der Luft getroffen werden.

Holzstaub besitzt eine kritische Wirkung auf die oberen Atemwege, aus diesem Grund werden Partikel mit einem Durchmesser kleiner 0,1 mm der einatembaren Fraktion (E-Fraktion) zugeteilt. Je kleiner die Durchmesser der Partikel, desto tiefer kann der „lungengängige Staub“ (A-Fraktion) Staubpartikel kleiner 4 µm in den Atmungsapparat und den Blutkreislauf eindringen. Einige Holzarten sind nach TRGS 906 als krebserzeugend eingestuft, wie z. B. Eiche oder Buche. Für den Gesundheitsschutz ist eine staubgeminderte Arbeitsumgebung anzustreben, dies führt aber zusätzlich zur Erhöhung des Brandschutzes, da Staubablagerung zu erhöhten Brandlasten führen und Holzstaub in einem bestimmten Luft-Staub-Gemisch explosionsfähig ist. Die hier vorgestellte, kontinuierliche Überwachung der gesundheitsschädlichen Feinstaubpartikel, verbunden mit der direkten Messwertanzeige und der daraus resultierenden Möglichkeit, unmittelbar auf die erhöhten Staubwerte reagieren zu können, steigert den Schutz der Beschäftigten sowie der gesamten Produktion. Ein weiterer Vorteil einer staubgeminderten Versuchsumgebung/ Fertigung ist der verringerte Reinigungsaufwand an den Maschinen und den gefertigten Werkstücken.
Feinstaub: Partikelgrößen und Leitwerte
Die hier eingesetzten Feinstaubsensoren SDS011 führen keine quantitative Messung der Staubemissionen zur Bestimmung eines Arbeitsplatzgrenzwertes durch, welcher ein Grenzwert für die zeitlich gewichtete, durchschnittliche Konzentration an Holzstaub in der Luft ist, sondern die Messungen werden mit gravimetrischen Methoden durchgeführt. Die hier vorgestellte Methode beruht auf einer qualitativen, optischen Messung, d.h. der Sensor ermittelt kontinuierlich die Feinstaubwerte der Umgebung. Das Netz aus Sensoren bestimmt den Feinstaub mit den Messgrößen PM 2,5 und PM 10 (Particulate Matter) in der Luft. Diese gelten innerhalb des vorgestellten Messsystems als Leitwert für die Luftqualität. Der PM 10-Wert wird durch Partikel mit unterschiedlichen Größen, welche mit einer spezifischen Gewichtung in den Wert einfließen, ermittelt. Dabei werden Partikel mit einem aerodynamischen Durchmesser von 10 µm mit einer Gewichtung von 50 %, Partikel mit einem Durchmesser von 15 µm oder größer mit 0 % und Partikel mit 1 µm Durchmesser oder kleiner zu 100 % berücksichtigt. Der PM 2,5-Wert ist eine Teilmenge des PM 10-Werts, doch da kleinere Teilchen weiter in den menschlichen Körper eindringen bzw. eingeatmet werden können als grobe Partikel, ist die Bedeutung des PM 2,5-Werts für den Gesundheitsschutz höher. Zur Gewichtung der PM 2,5-Werte fließen Partikel mit einem aerodynamischen Durchmesser von 2,5 µm zu 50 %, einem Durchmesser von 3,5 µm und größer zu 0 % und einem Durchmesser von 0,5 µm und kleiner zu 100 % in den Wert ein.
Der ermittelte Feinstaubanteil in der Luft lässt Rückschlüsse auf die Holzstaubemission aus den Bearbeitungsprozessen in der Versuchshalle zu. Hier lässt sich die Hypothese aufstellen, dass eine Korrelation der Feinstaubwerte aus den Messungen mit der Gesamtfraktion an Holzstaub in der Umgebungsluft besteht. Untersuchungen am IfW haben gezeigt, dass bei einem Anstieg der Feinstaubwerte auch eine Erhöhung der Holzstaubemission im Bearbeitungsprozess vorliegt.
Dieser Ansatz zur Staubüberwachung aus dem Forschungsbereich kann auch auf die holzverarbeitende, industrielle Fertigung übertragen werden. Der Überblick über die aktuelle Staubbelastung im Umfeld der Fertigung ist wichtig, da in den Fertigungshallen sehr häufig wechselnde Tätigkeiten und Fertigungsprozesse (Maschinengattungen, Werkzeugkonzepte, Bearbeitungsoperationen) ausgeführt werden. Dabei kommt es zu unterschiedlichen Entwicklungen von Staubemissionen und diese lassen sich nur selten im Vorfeld der Versuchsdurchführung vorhersagen.
Das implementierte Messsystem besteht aus zehn einzelnen Sensoren, welche jeweils in einem Abstand von fünf Metern im Versuchsfeld angebracht sind. Somit kann das Messsystem mit einer Auflösung von 25 m^2 die staubbelasteten Bereiche anzeigen. Darüber hinaus lässt sich bei Betrieb einer Einzelmaschine die Bewegung einer Staubwolke innerhalb der Versuchshalle aufzeigen. Aufgrund der Barrierefreiheit sind die Messsensoren in einer Höhe von 2,20 m in den Bereichen um die Versuchsmaschinen und den Laufwegen angebracht (siehe Abbildung 3). Die realisierte Lösung am IfW ist eine “Low-Cost-Variante”: die Kosten für eine Messstation mit Sensor liegen bei ca. 45 €, d.h. bei einer installierten Anzahl von 10 Messstationen bei einer gesamten zu überwachenden Fläche von 280 m^2 liegen die Gesamtkosten der umgesetzten Anlage inkl. Server und Datenbank lediglich bei ca. 1.000 €.
Wie bereits oben genannt, wurde das Netz aus Staubmesssensoren aus „Low-Cost“-Feinstaubsensoren aufgebaut, die im Umfeld der Versuchsanlagen bei konstanten klimatischen Bedingungen (Temperatur, Luftfeuchtigkeit) zuverlässige Messwerte bereitstellen, was Untersuchungen am Landesamt für Umwelt, Messungen und Naturschutz Baden-Württemberg und amKarlsruher Institut für Technologie, die die Leistungsfähigkeit des Feinstaubsensors untersuchten, auch bestätigen. Der Feinstaubsensor SDS011 mit digitaler Schnittstelle ermittelt die Staubwerte über ein optisches Messverfahren. Ein Lüfter saugt eine konstante Menge (664 ml/min) an Probenluft in die Messkammer, in der die Partikelanzahl und -größe durch eine Streulichtmessung mit der Gegenlichtmethode in kurzer Varianz zur Echtzeit erfasst und an den internen Server übermittelt wird. Beim Streulichtverfahren sendet eine Leuchtdiode einen Lichtstrahl durch die Detektionskammer, in welche die aus der Umgebungsluft angesaugten Partikel geleitet werden. Der Lichtstrahl wird durch die in der Luft befindlichen Partikel, je nach Form, Größe und Oberflächenbeschaffenheit, abgelenkt. Eine Photodiode detektiert die gestreuten Lichtstrahlen und wandelt die ankommenden Lichtstrahlen in ein elektrisches Signal um.

Über eine digitale Schnittstelle werden die Messdaten an einen Einplatinencomputer übertragen. Neben den Staubmessdaten werden an allen Messstellen die Temperatur und die Luftfeuchtigkeit zur Prüfung der Umgebungseinflüsse ermittelt. Im Sensorsystem ist ein WLAN-Modul zur Übertragung der Messdaten eingebunden. In Abbildung 2 ist der Aufbau des Messsystems mit den Komponenten dargestellt. Die Messdaten der einzelnen Messstationen werden über ein hierfür eigens am IfW implementiertes, eigenständiges WLAN-Netzwerk, ein SubNetz an die interne Datenbank gesendet. Die Datenbank führt die Werte der einzelnen Messstellen mit einem RaspberryPi zusammen und visualisiert diese für die Beschäftigten am Institut an zentraler Stelle im Versuchsfeld in Form einer Heatmap (siehe Abbildung 3). Die ermittelten Messdaten können neben der zentralen Anzeige auch einzeln über mobile Endgeräte abgerufen werden.
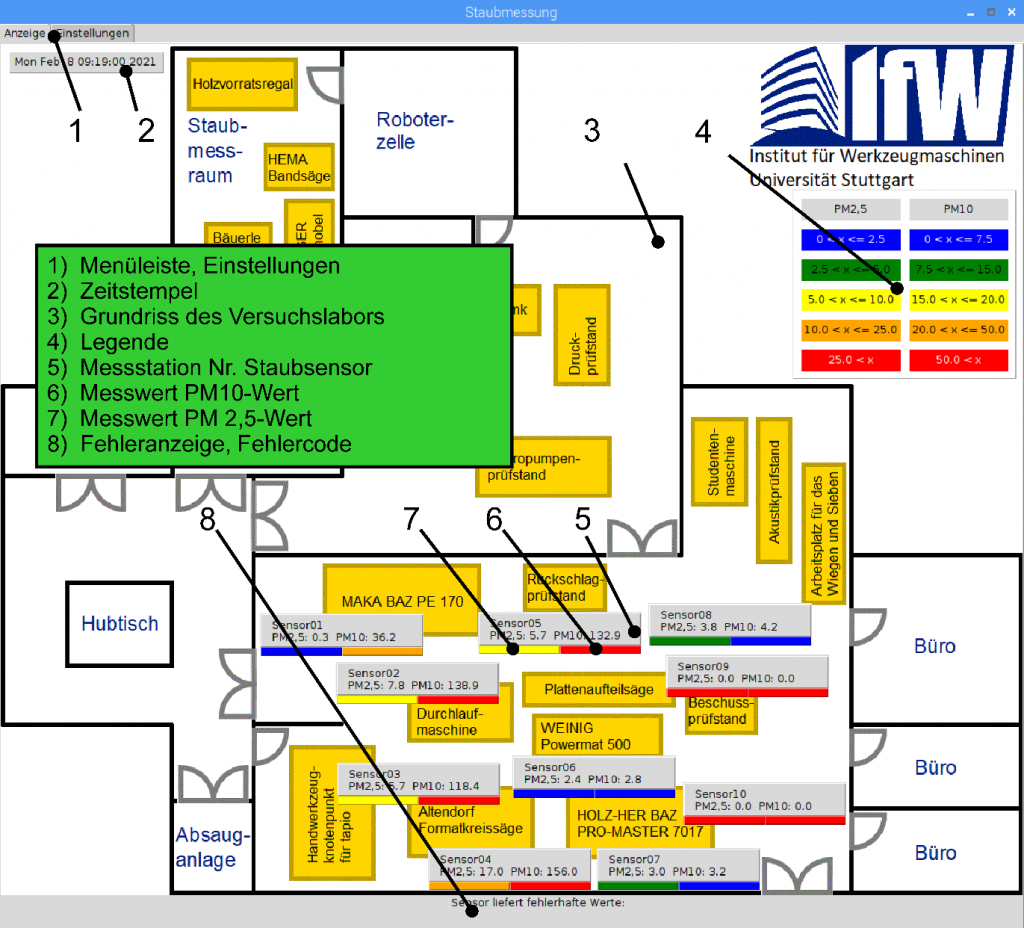
In Abbildung 3 ist die Anzeige zur Staubbelastung als Information für die Beschäftigten dargestellt. Die dort dargestellte Heatmap zeigt die Staubbelastungen im Umfeld der Messpunkte samt Messwerten auf und visualisiert diese. Mit blauen Bereichen (geringe Staubbelastung; PM2,5-Wert: 0 µg/m^3<=x<= 2,5 µg/m^3; PM10-Wert: 0 µg/m^3<= x<=7,5 µg/m^3), bis hin zu orangefarbenen Bereichen (hohe Staubbelastung; PM2,5-Wert: 10 µg/m^3<=x<=25 µg/m^3; PM10-Wert: 20 µg/m3 ? x ? 50 µg/m^3) werden die Staubkonzentrationen wiedergegeben. Diese Leitwerte orientieren sich an den Grenzwerten der Jahresmittelwerte der WHO für die Außenluft sowie an der „Grenzwerteliste 2020 – Sicherheit und Gesundheitsschutz am Arbeitsplatz“ aus dem IFA-Report. Die roten Bereiche (überhöhte Staubbelastung; PM2,5-Wert: 25 µg/m^3<=x; PM10-Wert: 40 µg/m^3<=x) signalisieren eine Überschreitung der Leitwerte, da der Tagesgrenzwert der WHO für Feinstaub überschritten wird. Die Anzeige gibt auch die Verfügbarkeit der einzelnen Staubsensoren im SubNetz an. Ein rot unterlegter Sensor signalisiert eine Fehlfunktion oder Probleme bei der Übertragung der Messewerte.
Nutzung der Daten
Mit den Informationen aus den Messdaten können die Beschäftigten auf die Überschreitung von Leitwerten reagieren und Gegenmaßnahmen einleiten. Durch das Wissen über erhöhte Staubbelastungen im Umfeld einer oder mehrerer Anlagen im Versuchsfeld lassen sich für diese spezielle, im Vorhinein festgelegte Lösungen erarbeiten. Die Implementierung des Messsystems trägt somit zur kontinuierlichen Überwachung und Einhaltung des Grenzwerts für Holzstaub in der Luft am Arbeitsplatz und somit auch zum Arbeitsschutz bei (Schichtmittelwert von 2 mg/m^3 oder weniger). Nach TRGS 600 und DGUV 209-044 sind in Abbildung 4 Schutzmaßnahmen zur Reduzierung der Staubemission nach dem „STOP“-Prinzip dargestellt. Die Rangfolge sieht die Substitution wie z. B. Änderungen in der Bearbeitungsstrategie, technische Maßnahmen wie z. B. die Integration von Absaughauben oder Anpassungen an den Bearbeitungsmaschinen und Absaugsystemen sowie organisatorische Maßnahmen wie z. B. zeitliche Begrenzungen des Aufenthalts in Bereichen oder zur Durchführung von Tätigkeiten vor. Durch die Aufbereitung der Sensordaten können auch die Bereiche, in denen die Beschäftigten persönliche Schutzausrüstung (PSA) tragen müssen, bestimmt werden. Ergänzend sei hier gesagt, dass das Tragen von PSA als persönliche Maßnahme nur die letzte Option der möglichen Schutzmaßnamen ist und daher durch die Realisierung der vorrangigen Schritte vermieden werden sollte.
Zusammenfassung
Mit der vorgestellten „Low-Cost“-Lösung zur Messung der Staubbelastung in der Umgebungsluft lassen sich diejenigen Bearbeitungsschritte bzw. Anlagenteile detektieren, welche hohe Staubmengen verursachen. Darauf aufbauend lassen sich in ihrer Art und Reihenfolge festgelegte Gegenmaßnahmen zur Reduzierung der Staubemissionen durch die Mitarbeiterinnen und Mitarbeiter ableiten. Die eingesetzten Staubsensoren zur Ermittlung der Richtwerte eignen sich für eine qualitative Vergleichsmessung unter konstanten klimatischen Bedingungen. Die fortdauernde Überwachung der Staubbelastung in der Umgebung der Fertigungsmaschinen durch die Heatmap verbessert die Arbeitsbedingungen der Beschäftigten, da direkt auf staubintensive Prozesse mit konkreten Schutzmaßnahmen reagiert werden kann.
Danksagung
Wir bedanken uns bei den beteiligten Unternehmen, die zur Umsetzung des Industrie 4.0-Ansatzes als ‚BrownField‘-Lösungsidee beigetragen haben. Hardwareseitig ist das Unternehmen Schneider Electric SE und softwareseitig ist das digitale Ökosystem für die Holzbearbeitung, die Tapio GmbH, beteiligt.











