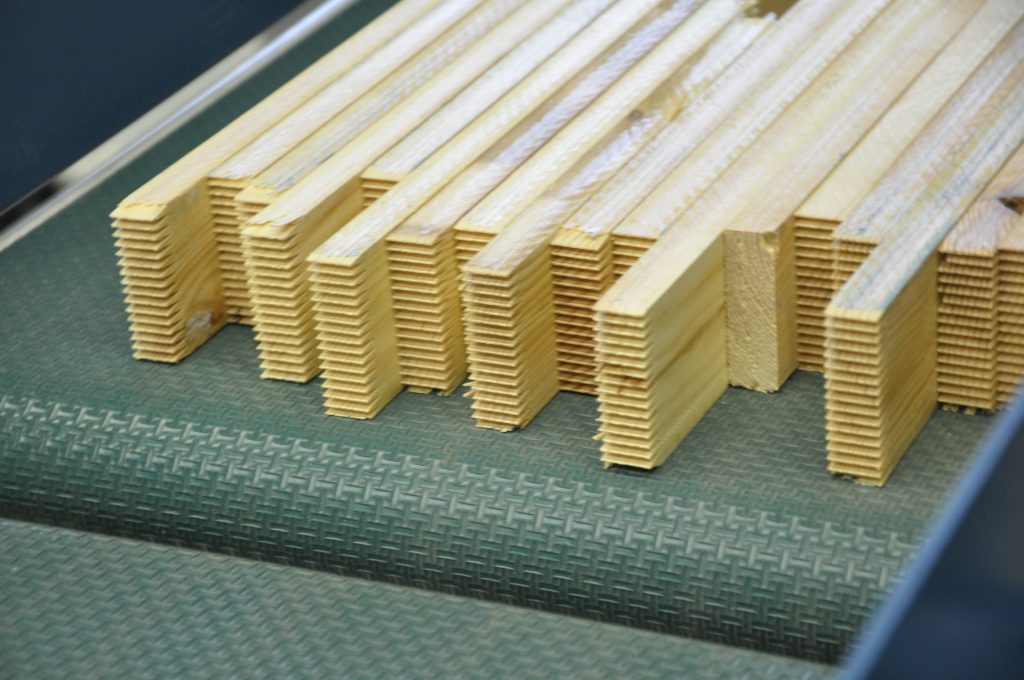
Holz ist bezogen auf Festigkeit, Feuchtegehalt, Spannungsverhalten und Formstabilität, ein nicht einfach zu bearbeitender Werkstoff. „Holz lebt, ist nie gleich und hat viele Facetten in der Bearbeitung, die man kennen muss. Alle Maschinen passen sich darauf an, gehen mit der Materie mit“, beschreibt Jochen Sicko die besondere Herausforderung in Sachen Holz. Er und sein Bruder Carlo Sicko führen das Unternehmen mit Hauptsitz in Zaisenhausen. Beide sind überzeugt, dass Kunden, Partner und Zulieferer – also alle Unternehmen in der Wertschöpfungskette – darauf bauen, dass Holzverarbeitung sicher funktioniert und Bearbeitungsprozesse effizient ablaufen. „Es gilt die Devise, nachhaltig mit dem wertvollen Rohstoff Holz umzugehen“, sagt Jochen Sicko.
Holz ist für den Maschinenbau eine große Herausforderung
Holz ist niemals gleich Holz. Seine Heterogenität macht zusammen mit Staub, Spänen oder auch Harz, die Planung und Realisierung von Mechanisierungsmaschinen in der holzverarbeitenden Industrie äußerst komplex. Weitere Features für den Menschen sind Arbeitssicherheit und einfache Bedienerführung sowie für die Maschine eine einfache Wartung und eine verlässliche, prozesssichere Ausführung.
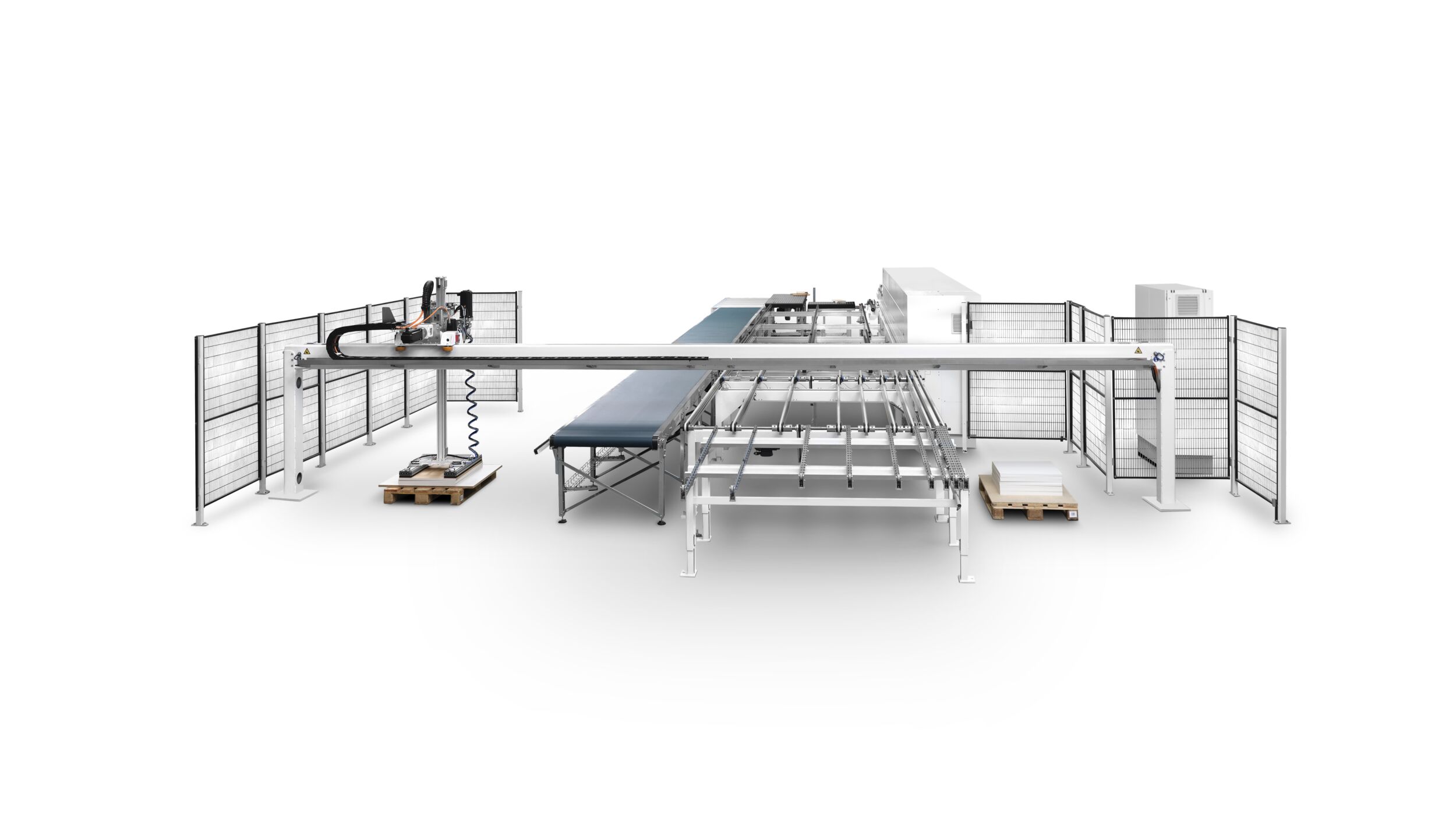
Gerade in der holzbe- und verarbeitenden Industrie zählen neben den Grundprozessen der Bearbeitung wie beispielsweise Sägen und Hobeln insbesondere auch die Verkettung der Prozessschritte zu den Eigenschaften, die für eine wirtschaftliche Fertigung entscheidend ist. Sicko unterstützt die Kunden bei der Findung von Lösungen, konkret bei der Prozessgestaltung und Verkettung von Maschinen. Die Automatisierungslösungen von Sicko reichen von der Beschickung von kleinen Insellösungen bis hin zur Mechanisierung kompletter Produktionslinien zum Bearbeiten, Verzinken sowie Sortieren und Stapeln. Im Fokus stehen dabei der kontinuierliche Materialfluss und die Prozesseffizienz.

Maschinenfinesse und Prozessoptimierung
Interessant ist die Themenbreite von Sicko: Technische Details von Maschinen beruhen auf der Funktionssicherheit der Maschine im Dauerbetrieb, sei es Taktleistung oder Vorschubgeschwindigkeit. Das Motto, dass nicht die Bearbeitungsmaschinen vom Materialfluss abhängig sind, sondern andersrum, das Material soll sich an die Geschwindigkeit der Bearbeitungsmaschinen anpassen. Dies ist im Hinblick auf Maschine, Mensch und Prozess ein wichtiger Faktor für Sicko.
Es gibt zwei Ziele für Sicko: Die Produktivität in der Holzverarbeitung zu steigern und die Fertigungszeiten zu verkürzen – beides mit funktionssicheren Anlagen, die einfach in Betrieb zu nehmen sind und zudem den Dauerbetrieb gewährleisten. Ob mit mechanischen, halb- oder vollautomatisierten Systemen, hängt von der kundenspezifischen Planung und Konstruktion bei der Verkettung von Maschinen ab. In der Branche gleichen sich die Anlagen sehr selten, gerade weil häufig Stationen oder neue Komponenten in eine bereits bestehende Prozesskette eingegliedert oder sogar mit bestehenden Stationen direkt kombiniert werden.
In der Realität …
… sieht es nach einem Mischkonzept aus Produktoptimierung und individueller Verkettung aus. Jeder Betrieb hat seine eigene Prozesskette und Stationen für die Fertigung und Montage. Daher braucht es meist individuell entwickelte Verkettungen, die sich nur bedingt standardisieren lassen. In den Anlagen ist die Herausforderung nicht nur die Qualität der Produkte, sondern auch die Bearbeitungsmaschinen möglichst effizient durch intelligente Logistik-Konzepte zu betreiben. Mittlerweile stellt sich Sicko bereits 45 Jahre den Herausforderungen der holverarbeitenden Industrie, wodurch leistungsstarke Lösungen für das Einzelprodukt bis hin zur komplexen Prozessverkettung entstanden.
Bei Holz Schiller in Österreich wurden in diesem Jahr gleich mehrere Ideen für rationelle Fertigungsabläufe entwickelt und umgesetzt. Bei einer neuen Mechanisierung der Hobelanlage wurde alte Teile überholt und auch eine neue Steuerungstechnik nebst CE-Zertifizierung installiert. Parallel dazu hat Sicko eine automatische Lattenentsorgung integriert, die die Bedienung der Anlage wesentlich vereinfacht und die Schnittholzpakete effizient separiert. Hinter der Hobelmaschine installierte Sicko den FleX-Stacker inklusive X-Gripper, eine universelle Hochleistungsautomatisierung mit zwei Betriebsmodi. Hinter der Hobelanlage fahren die Hölzer im Querdurchlauf an einem Bediener vorbei, der nochmals einen Blick auf die Qualität wirft.
Ebenfalls für eine flexible Einstellung und einfache Bedienbarkeit der Anlage spricht der Einsatz des stabilen Paternosterstapelautomaten X-Stacker in den vier bayerischen Sägewerken Stiglbauer, Göht, Fischl und Christl. Dort übernimmt der Stapelautomat Bretter in fallenden Breiten direkt aus der Schnittholzsortierung. Der X-Stacker vermisst die Breiten und stapelt diese mit wählbarem Abstand zwischen den Brettern in einer Lage bzw. zu einem Paket mit bündiger Außenkante. Hauptaufgabe des Stapelautomaten ist es, möglichst geschlossene Pakete zu erzeugen.
Neue Anlagenteile in vorhandene Produktionsabläufe integrieren
Typisch für Sicko-Projekte ist die Herausforderung, neue Anlagenteile in vorhandene Produktionsabläufe zu integrieren und gleichzeitig Anlagenteile zu modernisieren. Lässt sich ein Gesamtablauf auch effizienter und wirtschaftlicher gestalten, so ist es die Selbstverpflichtung von Sicko, diese Veränderung vorzuschlagen und gemeinschaftlich zu realisieren. Mit der s+k Sicko GmbH zählt nunmehr auch das Keilzinken zum Portfolio, so dass das Lösungsspektrum für die holverarbeitende Industrie weiter erhöht werden konnte.